







二十一世纪的新篇章已翻开,WTO的脚步又悄然而来。轮胎定型机械的生产厂家,如何面对国外同行的挑战?中国橡胶机械行业的知名产品。每一位中国橡机人必须面对的问题,不断更新观念,,大胆采用高新产品才是我们的唯一出路。触摸屏作为一种高新技术产品,广泛应用于轮胎定型硫化机已成为势在必行的问题,特别是作为未来计算机联网的铺路石更应该引起重视。
2 触摸屏简介
触摸屏是触摸式工业图形显示器的简称,它是一种连接人类和机器(主要是PLC)的人机界面(国外称为HMI),被称为PLC的脸面。它是替代传统控制面板和键盘的智能化操作显示器。可用于参数设置和数据显示。以曲线,动画等形式描绘自动化控制过程,并可简化PLC的控制程序。 触摸屏的主要作用是:监视和控制。监视-以数据,曲线,图形,动画等各种形式来反映PLC内部位状态,存储器数值,从而直观反映工业控制系统的流程,走向。
控制-可以通过触摸屏操作改变PLC内部位状态,存储器数值,从而参与过程控制。
现以惠州普利司通轮胎公司生产的1310II型子午线轮胎硫化机为例,简要介绍有关触摸屏的应用情况。
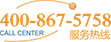
3 基本系统配置
CPU三菱FX2N;触摸屏MT508T;连接电缆MT-FX2N;
由于现场安装时触摸屏与PLC在不同的地点,所以我们选择的连接电缆MT-FX2N为10米。通常情况下,PLC的CPU模块只有一个编程通讯口,而PLC与触摸屏正常工作时必须连上电缆,这样很不方便PLC程序传送与调试,因此我们选择了一个双口适配器,将电缆接入双口适配器的其中一个口,另外一个口则作为编程用。 5 编辑画面
每一种品牌的触摸屏都有自己的画面制作软件。本例中使用MT508T系列触摸屏对应的画面制作软件为Easybuilder2.7.2
5 画面简介
接通工作电源,触摸屏自动显示主画面:

说明:
左上角显示当天生产日期。右上角显示触摸屏当前系统时钟。 机器号为该硫化机的编号。操作者可输入自己的工号或代号。 所显示的工艺号及硫化规格由“编辑界面”菜单选定。
硫化总时间以倒计时方式显示,此时延硫时间不计时。当按下延时硫化按钮,系统根据正在进行的硫化工艺以倒计时方式显示延时硫化时间,此时硫化总时间停止并保持计数,待延硫时间计为零再继续计时。延硫时间由操作工根据每次硫化状态通过“加”,“减”按键设定。
步序号显示正在进行的硫化步序。分步时间以倒计时方式显示该步序时间。“位置反馈”的上方有一排指示灯显示步序号对应的硫化阀门状态。
左右胶囊计数分别显示各自的使用次数。更换胶囊后按“清零”键将上次计数清零。 内压,内温,外压,外温分别显示对应的PLC模拟量模块实测参数。
位置反馈以棒状图形式显示模具开度,右侧数字为旋转编码器当前值,下部的一排指示灯由PLC将开合模分成若干区间,当旋转编码器输出位于该区间时则对应的指示灯显亮。
屏幕下端显示一排有效的触摸键,选择并轻轻按下任一触摸键将进入相应的屏幕菜单。
6 传送画面
将制作好的画面用威纶公司的专用传送电缆,在Easybuilder2.7.2软件中设定PLC品牌及型号,再将触摸屏的型号设好。点击传送指令即可将画面上载至触摸屏。
7 运行
在与PLC的联动运行中,所有显示内容(包括触摸键,指示灯,计时器,计数器等)都应该与PLC的参数完全一致。用通讯电缆连接触摸屏和PLC即可运行。
8 结束语
随着轮胎工艺与配方不断更新,要求硫化机自动控制技术也应该不断创新与提高。因此谨以此作抛砖引玉,希望广大同行不啬赐教。


 科恩电气
科恩电气
 科恩众和
科恩众和